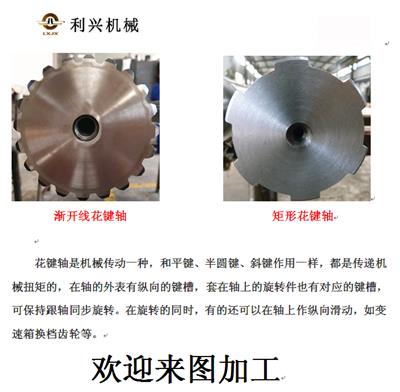
漸開線花鍵軸花鍵加工方法
- 時間:2020-01-05作者:濟寧利興精密機械制造有限公司瀏覽:1374
濟寧利興精密機械制造有限公司專注于直線導軌/滑塊,梯形絲杠/大型絲杠,花鍵軸/花鍵套等
詞條
詞條說明
統一絲杠螺紋的發展歷史 統一絲杠螺紋是在第二次世界大戰后,再遠美國標準的基礎上制定的,并且成為最早的ISO螺紋標準,后來ISO米制普通螺紋也采用了統一螺紋的牙型。過去由于我國過分地堅持使用米制普通螺紋,而一直沒有制定螺紋,而一直沒有設定同意螺紋國家標準,使得國內技術人員對統一螺紋標準技術體系缺乏了解。隨著國內市場對外開放進程的繼續,特別是我國加入WTO以后,沒有統一的螺紋國家標準的問題就顯得更加嚴
梯形絲杠標注 1、對于單線普通螺紋 ? ? 標注格式為(GB/T197-2003 2004年執行): ? ? ? 對于粗牙普通螺紋,不標注螺距,如M16,表示為粗牙普通螺紋,螺距可以通過查閱標準獲得。細牙螺紋必須標注螺距,如M16X1.25表示為細牙普通螺紋,螺距為1.25。 ? ? 公差代號按照:中徑頂徑的順序標注,表示螺紋
在機床上有一種部件是由細長長的金屬棒制造的。上面是光潔度很高的表面,有的還要帶有螺紋。 一般在機床上面有螺紋的,叫絲杠。 1、按照國標GB/T17587.3-1998及應用實例,滾珠絲杠(目前已基本取代梯形絲杠,已俗稱絲杠)是用來將旋轉運動轉化為直線運動;或將直線運動轉化為旋轉運動的執行元件,并具有傳動效率高,定位準確等特點; 2、當絲杠作為主動體時,螺母就會隨絲杠的轉動角度按照對應規格的導程轉化
絲杠螺紋類別 螺紋的標準名稱 標準號 與國際標準的關系 普通螺紋 普通螺紋 基本牙型 GB/T192-1981 與ISO68等效 普通螺紋 直徑與螺距系列 GB/T193-1981 與ISO261等效 普通螺紋 基本尺寸 GB/T196-1981 與ISO724等效 普通螺紋 公差與配合 GB/T197-1981 與ISO965/1等效 普通螺紋 偏差表 GB/T2516-1981 與ISO965
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
電 話: 0537-3765587
手 機: 15264783836
微 信: 15264783836
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
手 機: 15264783836
電 話: 0537-3765587
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
- 相關企業
- 雙瑜精密機械(蘇州)有限公司
- 寶雞恒瑞興金屬材料有限公司
- 紹興星固機械配件有限公司
- 東莞市弘利鑫五金制品有限公司
- 昆山市安柏機械設備有限公司
- 佛山市溢信達機械有限公司
- 杭州臨安紅焱機械鏈條有限公司
- 句容市瑞特機械有限公司
- 博樂市邱氏車床加工廠
- 濰坊市坊子區寶龍機械加工廠
- 商家產品系列
- 產品推薦
- 資訊推薦

¥3000.00

¥650.00


¥680000.00



¥20.00

¥98000.00

¥445000.00
¥456000.00

¥1958000.00